 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Hodiak Estrusio Prozesuari, Ekipamenduei, Kalitate Akatsei, etab.
Ningbo Fangli Technology Co., Ltd.bat daekipamendu mekanikoen fabrikatzailea30 urte baino gehiagoko esperientziarekinplastikozko hodiak estrusio ekipoak,ingurumena babesteko eta material ekipamendu berriak.Sortu zenetik Fangli erabiltzailearen eskakizunetan oinarrituta garatu da. Etengabeko hobekuntzaren, oinarrizko teknologiaren eta teknologia aurreratuen digestio eta xurgapenaren eta beste baliabide batzuen I+G independentearen bidez, garatu dugu.PVC hodien estrusio-lerroa,PP-R hodiak estrusio-lerroa, PE ur hornidura / gas hodiaren estrusio-lerroa, Txinako Eraikuntza Ministerioak inportatutako produktuak ordezkatzeko gomendatu zuena. "Zhejiang probintzian lehen mailako marka" titulua lortu dugu.
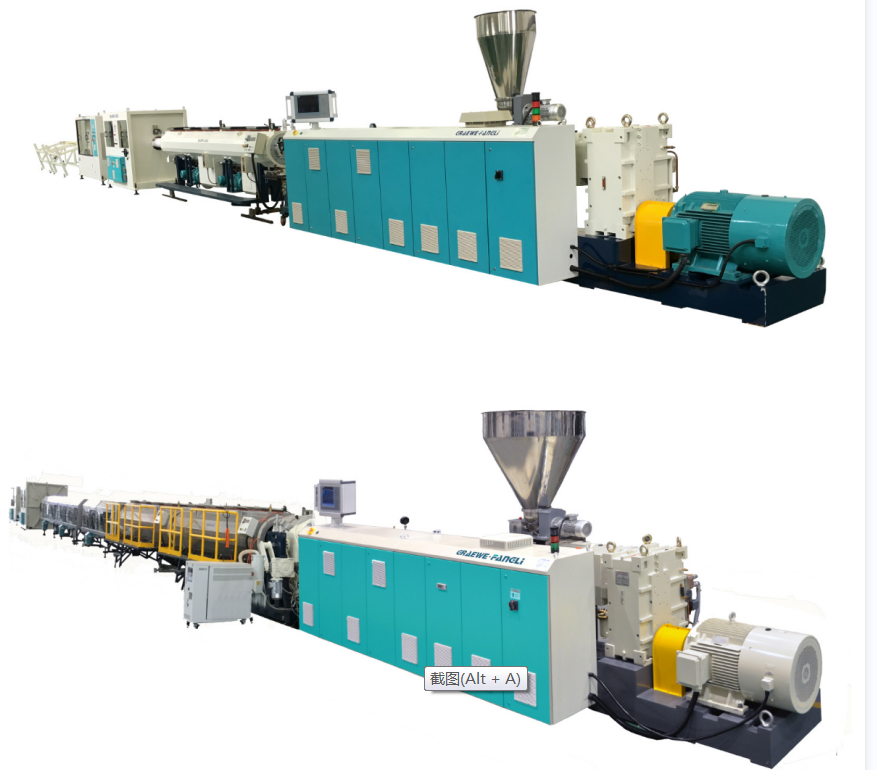
I. Prozesuaren fluxua
Gaur egun, PVC eta PO hodiak bolumen handieneko produktuak dira bai nazioartean bai nazioartean.1. irudiapoliolefina (PO) hodien ekoizpen-prozesuaren fluxu-diagrama erakusten du. Plastikoa hutsune eraztuneko trokelera (2) sartzen da torlojuaren bidez, uniformeki plastifikatu den urtu gisa, tutu parison bat ateraz. Hau berehala sartzen da kalibrazio-unitatean (3) hozteko eta dimentsionatzeko, gero hozte-tanga (4) nahikoa hozten du. Tutua abiadura konstantean ateratzen da erregulagarriaren bidezgarraiatzeko unitatea(6), eta, azkenik, ebakigailuak zehaztutako luzeretara moztu (7). 160 mm-tik beherako diametroa duten horma meheko hodiak biribilgailuetan harilkatu daitezke (9).

1. irudia PO Hodien Ekoizpen Prozesuaren Fluxuaren Diagrama Eskematikoa
1---Estrusioa; 2---PipeHil; 3---Kalibrazio mahuka;
4---Hutsean Kalibrazioa Hoztea; 5---Hozteko depositua;
6---Garraio-unitatea; 7---Ebakitzailea;
8---Inprimagailua; 9---Bobinagailua
II. Prozesua eta Ekipamendua
PO hodien ekoizpenerako, aeraginkortasun handiko torloju bakarreko estrusoreahautatu behar da. Elikadura-eremuak axialki ilkatutako barrika erabiltzen du. Torlojuaren luzera eta diametroa (L/D) erlazioa 30-33:1 da. Torlojuaren egitura bi faseko diseinua da, sakonera eta altuera desberdinak dituena: elikadura-ataleko altuera torlojuaren diametroa baino txikiagoa da, eta urtze- eta homogeneizazio-ataletan, berriz, torlojuaren diametroa baino handiagoa da. Nahastearen eraginkortasuna hobetzeko, torloju batzuk nahaste-buruko elementu osagarriak dituzte. Torloju bakarreko estrusore mota honek irteera nahiko altua eta plastifikazio ona eskaintzen ditu. Adibidez, 90 mm-ko torloju-diametroa duen torloju bakarreko estrusore batek 600 kg/h-tik gorako irteera lor dezake. Gainera, kaltzio karbonatoz, bario sulfatoz, egur irinaz edo beira-zuntzez betetako PO hodien ekoizpenak normalean torloju bikoitzeko estrusoreak erabiltzen ditu.
PVC hodien ekoizpena PO hodien antzekoa da funtsean. Erabili ohi dira kontrako birakari konikoak edotorloju biko estrusore paraleloak, nahaste lehor hautsaren zuzeneko estrusioa ahalbidetuz. Diametro txikiko hodien 10 kg/h-tik 1100 kg/h bitartekoa da, diametro handiko hodien artean. Torloju L/D erlazioa igo egin da iraganeko 18:1etik 25:1era. Adibidez, atorloju biko estrusorea90 mm-ko torlojuaren diametroarekin 300 kg/h-tik gorako irteera lor daiteke.
1. Irudian ikus daitekeenez, hodiaren estrusioa beheranzko ekipamendua hozte-uraren depositua da, batez ere.garraiatzeko unitatea, ebakitzailea, bobinatzailea, edo isurketa mahaia.
Hodia kalibrazio eta hozte unitatetik irteten denean, ez da guztiz hozten giro-tenperaturara. Gehiago hozten ez bada, hodiaren hormaren norabide erradialean dagoen tenperatura-gradienteak dagoeneko gogortuta dagoen kanpoko geruza berriro leuntzea eragin dezake tenperatura igoeraren ondorioz, deformazioa eraginez. Bestalde, hodiak garraiatzeko, ebakitzeko eta harilkatzeko ekipoen tentsioak ere jasan behar ditu. Hori dela eta, hondar-beroa kendu behar da, hodia giro-tenperaturara hoztuz. Hozte-metodoak ur-bainua eta spray-hoztea dira. Ur-bainuko hozte-tanga batean, ur-mailak hodia guztiz urperatu behar du. Depositua hainbat ataletan banatuta dago. Hozte-uraren sarrera azken atalean ezartzen da, ur-fluxuaren norabidea hodiaren estrusioaren noranzkoaren aurkakoa izatea eraginez, hozte-tenperatura-gradientea sortuz. Honen ondorioz, hodiak pixkanaka-pixkanaka hozten dira eta barneko tentsioa txikiagoa da. Hozte-uraren deposituaren eta kalibrazio/hozte-unitatearen arteko distantziak ez du hozte-luzeraren hamarren bat gainditu behar; bestela, hodiaren kanpoko hormaren eta hozte-uraren arteko tenperatura-aldea gehiegi handitu daiteke. Ur-bainuaren metodoa sinplea den arren, deposituko goiko eta beheko ur-geruzen arteko tenperatura-desberdintasunek hodiaren hozte eta okertze irregularra eragin dezakete. Gainera, hodiaren gainean eragiten duten flotagarritasun-indarrek deformazioa erraz eragin dezakete, metodo hau bereziki desegokia da diametro handiko hodiak hozteko.
Duen funtzioahodiak ateratzeko unitateaDagoeneko tamaina eta hoztutako hodiari garraiatzeko abiadura eta indar jakin bat ematea da, hodiaren dimentsionamendu-gailuak hodiaren gainean sortzen duen marruskadura-indarra gaindituz, eta horrela hodia abiadura konstantean aterako da bobinagailura edo zabortegira. Garraio-unitatea hodiak ekoizteko beheranzko ekipoen funtsezko pieza bat da eta honako baldintza hauek bete behar ditu.
(1)Thegarraiatzeaabiadura pausorik gabe eta leun doitzeko gai izan behar da, abiadura etengabeko garraiatzea bermatuz. Garraio-abiadura ezegonkorrak hodiaren diametroa aldatzea eragingo du. Harrazteko abiadura estrusio-abiadurarekin estuki koordinatu behar da. Hodiaren hormaren lodiera garraiatzeko abiadura erregulatuz doitzen da: garraiatzeko abiadura motelagoak horma lodiagoak sortzen ditu, abiadura azkarragoak horma meheagoak. Garraio-abiadura zuzena hautatzea metodo eraginkorra da produktuaren dimentsioaren adostasuna ziurtatzeko. Diseinu modernoek garraiatzeko abiadura maximoa lor dezakete 30 m/min arte.
(2)Konstante batgarraiatzeaindarra mantendu behar da, push-pull fenomenorik gabe, bestela hodiaren gainazaleko uhindura-akatsak sor ditzake. Era berean, garraiatzeko indar nahikoa behar da. Behar den garraiatzeko indarra handitzen da ukipen-eremuarekin eta presio erradialaren neurriarekin. Diametro txiki eta ertaineko hodien kasuan, garraiatzeko indarra, oro har, 100-600 N-koa da; diametro handiko hodietarako, oro har, 800-10.000 N-koa da.
(3) Atxikitzeko indarragarraiatzeko unitateaGripper erregulagarria izan behar da eta hainbat diametrotako hodiak harrapatzeko gai izan behar du gainazaleko kalterik edo deformaziorik eragin gabe. Gaur egun, beldar motako harrapaketa asko erabiltzen dira. Hauek 2 eta 12 bide ditu hodiaren inguruan uniformeki antolatuta. Pistak kautxu/plastikozko blokeo-bloke kopuru jakin batekin txertatuta daude, gehienetan ahurra edo angeludunak hodiari presio erradiala aplikatzeko eremua handitzeko. Pintzatzeko indarraren doikuntza pneumatiko, hidrauliko edo berunezko torloju-azkoin mekanismoen bidez lortzen da. Bide kopurua handitu egiten da hodiaren diametroarekin.
Hodia luzera jakin batera eraman ondoren, luzera moztu behar da. Ebakigailuak hainbat motatakoak dira, hodiaren diametroaren eta hormaren lodieraren, material motaren, ebakiaren luzeraren, ebaketaren kalitatearen, ebaketaren formaren arabera hautatutakoak. Gilotina motako ebakitzaile automatikoak eta zerra erradial zirkularra egokiak dira diametro txiki eta ertaineko hodiak ebakitzeko; ebakitzaile planetario automatikoak diametro handiko hodietarako egokiak dira. Mozte-agindua jasotzean, ebakitzaileak hodiari eusten dio besarkada batekin eta hodia ateratzeko norabidean mugitzen da ebaketa-ekintza amaitzen duen bitartean. Moztu ondoren, mekanismo pneumatiko batek berrezartzeko posiziora bultzatzen du.
Bobinagailu eta Zabortegi Mahaia. Makurduran deformatzen ez diren hodiak bakarrik bobinatu egiten dira bobina baten bidez, ebaketa eta deskarga automatikoarekin. Haize-abiadura lineala estrusio-abiadurarekin sinkronizatuta dago eta pausorik gabe doi daiteke. Estrusio-abiadura 2 m/min baino txikiagoa denean, orokorrean estazio bakarreko hazgailu bat erabiltzen da; Estrusio-abiadura 2 m/min gainditzen duenean, estazio bikoitza edo are gehiago estazio anitzeko habiagailu bat erabili behar da.
III. Hodien akatsak kontrolatzeko funtsezko faktoreak
1. irudiko prozesu-fluxuaren ordenari jarraituz, kalitate-akatsak ezabatzeko erlazionatutako faktore nagusiak zerrendatzen dira jarraian.
(1)Elikadura Atala:Lehengaien formulazioa; lehengaien forma eta tamaina; koloreztatze metodoa; lehortzeko metodoa; birziklatutako/birziklatutako materiala nahastea; gehigarri motak eta neurketa; hopper-eztarriaren hozte ahalmena.
(2)Estrusioa: Torlojuaren diametroa; torlojua L/D erlazioa; torlojuaren konpresio-erlazioa; torlojuaren egitura mota; torlojuaren abiadura; aireztapenaren errendimendua; torlojuaren tenperatura kontrola; upel berotzeko eta hozteko kontrola; tenperatura-profilak estrusore guneetan zehar; estrusorearen momentua; energia-kontsumoa; egokitzailea; tenperatura hautaketa eta kontrola pantaila aldagailurako; pantaila pakete mota eta zehaztapena.
(3)Hil:Die hutsunea; lur luzera; trokelaren egitura mota; fluxu kanalaren forma; urtu banaketa; tenperatura ezartzea eta kontrolatzea; buruaren presioa; hormaren lodieraren kontrola.
(4) Kalibrazioa eta hoztea:Kalibrazio metodoa; kalibragailuaren neurriak; huts-kutxa huts-maila edo barne-presioa kalibratzeko hodiaren aire-presioa eta luzera; kalibrazio-sistemaren zigilatzea; kalibrazio denbora; hozte-uraren emaria; hozteko uraren tenperatura; hozte metodoa.
(5)Hozte-uraren depositua:Hozte metodoa; ur-hodien diseinua; hozte-uraren emaria; hozte tankearen luzera; hozteko uraren tenperatura; hodiak hozteko eraginkortasuna.
(6)Garraio-unitatea: Haul-off abiadura eta kontrola; garraiatzeko indarraren kalibrazioa; estutze-indarra eta kontrola; ibilbide kopurua eta luzera eraginkorra; estutzeko blokeen gainazaleko gogortasuna eta forma; haul-off kontaktu-azalera.
(7) Ebakitzailea: Ebakitzaile mota; zerra-orriaren hortz-profila eta materiala; berrezarri mekanismoa; txirbil bilketa eta hautsa kentzea; zarata kontrola; muga-sistemaren konfigurazioa; clamping mekanismoa; gidatzeko sistema eta potentzia; ebaketa automatikoko ekintza sistema.
(8)Bobinagailua & Dump Mahaia: Tentsioaren kontrola; luzera moztutako aginte-sistema; winder geltokia hautatzea; harilaren diametroa; isurketa ekintzaren adierazlea; bihurridura-abiadura lineala.
(9) Eranskina:Ekoizpen Automatizaturako Baldintzak:Hormaren lodiera neurtzea; kanpoko diametroaren kontrola; pisuaren neurketa eta produkzio-estatistikak; engranajea urtzeko ponparen funtzionamendu egoera; trokel zentratzeko sistema.
Informazio gehiago behar baduzu,Ningbo Fangli Technology Co., Ltd.Kontsulta zehatza lortzeko harremanetan jartzera ongi etorria ematen dizu, orientazio tekniko profesionala edo ekipamenduak erosteko iradokizunak emango dizkizugu.
Bidali kontsulta


X
Cookieak erabiltzen ditugu nabigazio esperientzia hobea eskaintzeko, guneko trafikoa aztertzeko eta edukia pertsonalizatzeko. Gune hau erabiltzean, gure cookieen erabilera onartzen duzu.
Pribatutasun politika