 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Estrusorearen torlojua maiz gastatzen al da? Arrazoi nagusi hauek daude!
Ningbo Fangli Technology Co., Ltd. ia 30 urteko esperientzia duen ekipamendu mekanikoen fabrikatzailea da.plastikozko hodiak estrusio ekipoak, ingurumena babesteko eta material ekipamendu berriak. Sortu zenetik Fangli erabiltzailearen eskakizunetan oinarrituta garatu da. Etengabeko hobekuntzaren, oinarrizko teknologiaren eta teknologia aurreratuen digestio eta xurgapenaren eta beste baliabide batzuen I+G independentearen bidez, garatu dugu.PVC hodien estrusio-lerroa, PP-R hodiak estrusio-lerroa, PE ur hornidura / gas hodiaren estrusio-lerroa, Txinako Eraikuntza Ministerioak inportatutako produktuak ordezkatzeko gomendatu zuena. "Zhejiang probintzian lehen mailako marka" titulua lortu dugu.
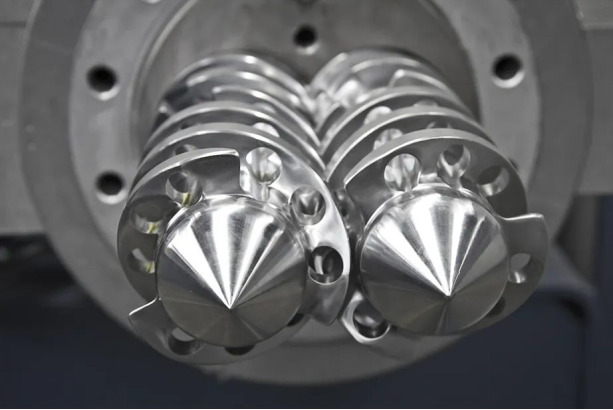
Torloju-estrusioaplastikoa konformatzeko eta nahasteko aldaketen oinarrizko ekipamendua da. Nahasketa-aldaketaren benetako ekoizpen-prozesuan, torlojuaestrusorepresio handiko eta tenperatura altuko ingurune gogorrean dago, eta marruskadura eta ebakidura-indar handia jasaten du.
Lan ingurune berezia dela eta,estrusoretorlojua ez da metalaren marruskadura ohiko metal bat, baina metal bat polimeroa, beraz, torlojuaren gainazalaren higadura larria da askotan.
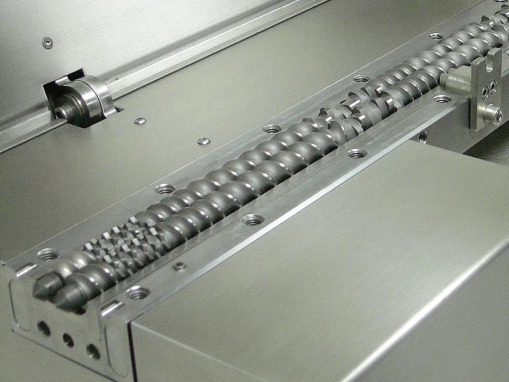
Torlojuaren higadurak torlojuaren eta kanoiaren arteko distantzia handitzen du, eta horrek materialaren konpresioan eta zizailaduran eragiten du, eta, ondorioz, produktuaren kalitatearen beherakada dakar. Bestalde, gastatutako torlojuak maiz ordezkatzeak kostua areagotzeaz gain, produkzio plana atzeratzen du, eta, ondorioz, ekoizpen-eraginkortasuna txikiagoa da.
Torlojua, oro har, hondatzen da epe luzeko higaduragatik, eta torlojuaren eta kanoiaren arteko tartea handiegia da normalean estruitu ahal izateko. Hala ere, diseinu edo funtzionamendu desegokiak eragindako lan-esfortzuak erresistentzia-muga gainditzen duen eta hondatzen den kasuak ere badaude. Jarraian, estrusio-torlojuaren higadura-kausen sarrera laburra da:
1 Prozesatzeko tenperatura
Plastiko mota bakoitzak plastifikatzeko prozesatzeko tenperatura-tarte ideala du. Upel prozesatzeko tenperatura kontrolatu behar da tenperatura-tarte horretatik gertu egon dadin. Plastikozko partikulak kupelera toltzatik sartzen direnean, elikadura-atalera iritsiko dira lehenik, eta bertan marruskadura lehorra gertatuko da ezinbestean. Plastiko hauek nahikoa berotzen ez direnean eta urtzea irregularra denean, erraza da upelaren barruko horma eta torlojuaren gainazala osatzea higadura areagotzeko.
Era berean, konpresio atalean eta homogeneizazio atalean, plastikoaren urtze-egoera desordenatua eta irregularra bada, higadura ere bizkortu egingo da.

2 Abiadura
Abiadura behar bezala egokituko da. Plastiko batzuk agente indargarriekin gehitzen dira, hala nola beira-zuntza, mineralak edo beste betegarri batzuk. Substantzia horiek metalezko materialetan duten marruskadura-indarra plastiko urtuena baino askoz handiagoa da askotan.
Biraketa-abiadura handia erabiltzen bada, errefortzu-zuntza urratzea erraza da plastikozko zizaila-indarra hobetuz. Zuntz urratuak mutur zorrotzak ditu, eta horrek asko handitzen du higadura-indarra. Mineral ez-organikoak abiadura handian metalezko gainazalean irristatzen direnean, haien arraspa-efektua ez da txikia. Beraz, abiadura ez da oso altua izan behar.
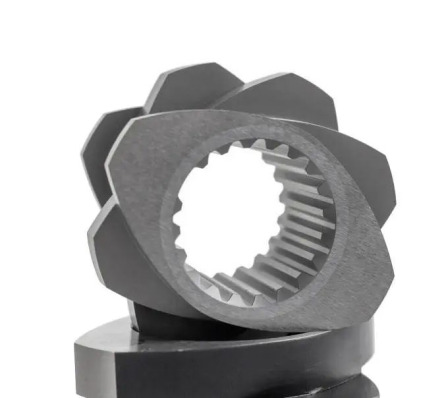
3 Torlojuaren eta kanoi arteko tartea
Torlojuak barrikan biratzen du, eta materialaren eta bien arteko marruskadurak torlojuaren eta kanoiaren lan-azalera pixkanaka higatzea eragiten du, torlojuaren diametroa pixkanaka murrizten da eta upelaren barruko zuloaren diametroa pixkanaka handitzen da. Modu honetan, torlojuaren eta kanoiaren arteko doikuntza-diametroko tartea pixka bat handitzen da bien higadura pixkanaka.
Hala ere, upelaren aurrean dagoen buruaren eta zatitzaile-plakaren erresistentzia aldatu ez denez, estrusioaren materialaren isurketa-fluxua handitu egiten da aurrera egiten duenean, hau da, materialaren fluxua diametroko hutsunetik elikadurara. norabidea handitzen da. Ondorioz, plastikozko makinen ekoizpena gutxitu egin zen. Fenomeno honek materialen egonaldi-denbora handitzen du upelean, materialaren deskonposizioa eraginez. PVCaren kasuan, deskonposiziotik sortutako hidrogeno kloruro gasak torlojuaren eta kanoiaren korrosioa indartzen du.

4 Materialen plastifikazio irregularra edo gai arrotz metalikoak
Materialak uniformeki plastifikatzen ez direnez edo material arrotzak metalezko gaiak nahasten direnez, torlojuaren momentua handitu egiten da bat-batean. Momentu honek torlojuaren erresistentzia-muga gainditzen du, eta torlojua apurtzea eragiten du. Hau ez-ohiko istripu kalte bat da.
Aurrekoak torlojuaren higaduraren kausa ohikoenak dira, eta goiko edukiaren bidez estrusioaren torlojua hobeto ulertzea espero dugu.
Torlojuaren higadura murrizteak eta torlojuaren lan-bizitza luzatzeak ekipoen mantentze-kostua asko murriztuko du, produktuen kalitatea bermatuko du eta enpresei onura ekonomiko handiagoak ekarriko dizkie.
Informazio gehiago behar baduzu, Ningbo Fangli Technology Co., Ltd.-k ongi etorria ematen dizu kontsulta zehatz baterako harremanetan jartzera, orientazio tekniko profesionala edo ekipamenduak erosteko iradokizunak emango dizkizugu.
Bidali kontsulta


X
Cookieak erabiltzen ditugu nabigazio esperientzia hobea eskaintzeko, guneko trafikoa aztertzeko eta edukia pertsonalizatzeko. Gune hau erabiltzean, gure cookieen erabilera onartzen duzu.
Pribatutasun politika